
تعریف و نقش اکسپنشن جوینت فلزی
اکسپنشن جوینت (اتصال انبساطی) فلزی قطعهای فلزی و انعطافپذیر است که برای جذب تغییرات طولی ناشی از انبساط و انقباض حرارتی در خطوط لوله و سیستمهای پرفشار طراحی میشود. این قطعات در سیستمهای صنعتی با دما و فشار بالا (مانند خطوط بخار نیروگاهی، دودکشها و توربینهای گازی) نصب میشوند تا کرنش حرارتی و ارتعاشات را خنثی کرده و عملکرد بهینه و ایمن را تضمین کنند. خرابی اکسپنشن جوینت فلزی یکی از مشکلات رایج در صنعت است که در این مقاله به علل، دلایل و راه های پیشگیری از آن خواهیم پرداخت.
اکسپنشن جوینتهای فلزی معمولا از جنس آلیاژهای مقاوم (فولاد ضدزنگ، نیکل-آلیاژها، فولاد کرومدار و…) ساخته شده و قابلیت تحمل دمای تا حدود ۱۰۰۰ درجه سانتیگراد و فشارهای بسیار بالا را دارند. اجزای اصلی آنها شامل بیلوز فلزی (زنبیل)، رینگهای تقویتی و فلنجهای اتصال است.
نکته مهم: با استفاده از اکسپنشن جوینتهای فلزی، سیستمهای لولهکشی میتوانند بدون اعمال فشار اضافی به سایر قطعات، تغییرات حرارتی و ارتعاشات ناشی از پمپها یا کمپرسورها را مدیریت کنند.
انواع اکسپنشن جوینت فلزی و مقایسه با انواع دیگر
انواع فلزی رایج
اتصالات انبساطی فلزی در انواع مختلفی تولید میشوند که هر کدام قابلیت جذب نوع خاصی از حرکت را دارند:
| نوع اکسپنشن جوینت | قابلیت جذب حرکت | کاربردهای رایج |
|---|---|---|
| لولایی (Hinged) | حرکات زاویهای | سیستمهای دودکش، خطوط توربین |
| یونیورسال (Universal) | محوری، زاویهای و جانبی | خطوط بخار با حرکات چندجهته |
| بیلوز (Bellows) | حرکات محوری زیاد | خطوط مستقیم با انبساط طولی بالا |
| گیمبال (Gimbal) | حرکات پیچشی | سیستمهای پیچیده با زوایای متغیر |
هر نوع از این اتصالات دارای یک یا چند فلنج و یک یا چند بیلوز فلزی است که با توجه به مشخصات حرارتی و فشاری سیستم انتخاب میشود. شرکتهای صنعتی معمولا براساس نیاز (میزان انبساط پیشبینیشده، نوع حرکت مجاز، جهت حرکت و فشار مجاز) نوع مناسب را توصیه و طراحی میکنند.
مقایسه با انواع غیرفلزی
اکسپنشن جوینتهای فلزی نسبت به انواع پارچهای یا لاستیکی تفاوتهای اساسی دارند:
| ویژگی | اکسپنشن جوینت فلزی | اکسپنشن جوینت پارچهای | اکسپنشن جوینت لاستیکی |
|---|---|---|---|
| تحمل دما | تا 1000 درجه سانتیگراد | تا 600 درجه سانتیگراد | تا 200 درجه سانتیگراد |
| تحمل فشار | تا چند صد بار | فشار کم تا متوسط | فشار کم تا متوسط |
| جذب ارتعاش | کم | متوسط | عالی |
| جذب حرکت جانبی | محدود (نیاز به طراحی خاص) | عالی | عالی |
| مقاومت در محیط خورنده | بسته به آلیاژ (معمولاً عالی) | متوسط | ضعیف تا متوسط |
| هزینه نسبی | بالا | متوسط | پایین |
| طول عمر متوسط | 10-25 سال | 3-8 سال | 2-5 سال |
برخلاف اتصالات پارچهای یا لاستیکی که انعطافپذیری بسیار بالایی در حرکات جانبی و نصب آسان دارند، جوینتهای فلزی توان تحمل دما و فشار بسیار بالاتر را ارائه میکنند و در محیطهای خورنده و دمای بالا کارایی بیشتری دارند.
خرابی اکسپنشن جوینت فلزی معمولا به دلیل عواملی خارج از کیفیت ساخت و طراحی رخ میدهد. مهمترین علتها عبارتند از:
دلایل رایج خرابی اکسپنشن جوینت فلزی
1. خستگی حرارتی و مکانیکی
سیکلهای مکرر انبساط و انقباض حرارتی یا لرزشهای پیوسته باعث خستگی ماده بیلوز و ایجاد ترک میشود. هر بار تغییر دما موجب ایجاد کرنشهای فلزی میشود که در طول زمان منجر به ضعف ساختاری و نشت خواهد شد.

2. نصب ناصحیح
عدم تراز دقیق فلنجها، استفاده از اکسپنشن جوینت برای جبران خطای نصب یا حذف المانهای موقتی پیشاز نصب، همگی میتوانند منجر به پیچش، کشش یا فشردگی غیرطراحی شده شده و عمر مفید را به شدت کاهش دهند.
هشدار مهم: تحقیقات نشان میدهد بیش از 40% خرابیهای زودرس اکسپنشن جوینتهای فلزی ناشی از نصب نادرست است.
3. فشار بیش از حد
اعمال فشار بالاتر از ظرفیت طراحی اکسپنشن جوینت (چه در حالت کار نرمال و چه هنگام تست فشار) میتواند باعث تورق بیلوز و پارگی آن شود.
4. خوردگی و واکنش شیمیایی
انتخاب نامناسب جنس فلز (مثلا بکاربردن فولاد ضدزنگ معمولی در محیط حاوی کلراید) یا عدم استفاده از پوششهای محافظ مناسب، موجب خوردگی حفرهای، خوردگی درز و ترک خوردگی تنشی میشود. این فرآیند تخریبی مواد را تضعیف کرده و موجب نشتیهای پیش از موعد میشود.
5. انتخاب نادرست نوع و جنس
در برخی موارد، انتخاب نادرست نوع اتصال (مثلاً استفاده از اتصال لولایی در سیستمی که نیاز به حرکت جانبی دارد) یا جنس نامناسب بیلوز برای محیط عملیاتی، منجر به شکست زودهنگام میشود. به عبارت دیگر، اگر مشخصات سیال عبوری (دما، ترکیب شیمیایی) و اندازه حرکات در طراحی لحاظ نشود، جوینت توان کافی را برای عملکرد نخواهد داشت.
مطالعات صنعتی نشان میدهد که مجموعه عواملی مانند خوردگی، خستگی سیکلی و استفاده نادرست در نصب، بیشترین تأثیر را در خرابی این اتصالات دارند.
نمونههای واقعی خرابی در پروژههای بزرگ
مطالعات میدانی در پروژههای صنعتی مختلف مثالهای متعددی از خرابی اکسپنشن جوینت ارائه کردهاند:
مورد 1: واحد پتروشیمی
در یک واحد پتروشیمی بزرگ، تکرار شکست یک اکسپنشن جوینت معین، به دلیل نگهداری نامناسب پشتیبانهای لولهکشی گزارش شد. این مشکل باعث وارد شدن بارهای غیرطراحی به اکسپنشن جوینت و کاهش شدید عمر خستگی آن گردید.
مورد 2: نیروگاه حرارتی
در تجربهای در نیروگاه، استفاده از اتصال انبساطی فلزی برای حل مشکل تراز مجرای بخار به جای ایجاد زانو یا لوپ انبساط، موجب فشار مضاعف به جوینت و در نهایت نشت آن شد.
مطالعه موردی: در یک نیروگاه سیکل ترکیبی، یک اکسپنشن جوینت فلزی در خط بخار اصلی پس از تنها 3 سال کارکرد (در مقابل عمر طراحی 15 سال) دچار نشتی شد. بررسیها نشان داد تکیهگاههای ثابت لوله آسیب دیده بودند و باعث شده بود نیروی محوری اضافی به اکسپنشن جوینت منتقل شود.
مورد 3: پالایشگاه نفت
گزارشی از یک پالایشگاه بزرگ نشان داد که خرابی مکرر یک اکسپنشن جوینت فلزی در سیستم بخار، ناشی از نصب نامناسب و تراز نشدن لولهها بوده و خود جوینت به درستی عمل نکرده است. همچنین، اضافهبار دستگاه در اثر عدم سرویس بهنگام تکیهگاهها منجر به فرسایش زودرس اکسپنشن جوینت شده است.
این موارد نشان میدهد که عدم اجرای درست طراحی تکیهگاهها و زوایا، حتی در صورت بهکارگیری محصول باکیفیت، میتواند به شکست زودهنگام منتهی شود.
روشهای پیشگیری از خرابی
برای کاهش احتمال شکست اکسپنشن جوینتهای فلزی، باید در همه مراحل مهندسی و اجرای سیستم بهینهسازی صورت گیرد:
1. انتخاب صحیح محصول
پیش از سفارش، بر اساس دمای سیال، فشار کاری، نوع سیال (خورنده یا غیرخورنده) و مقدار حرکات محوری/جانبی مورد نیاز، نوع مناسب (لولهای، لولایی، یونیورسال و غیره) و جنس صحیح (فولاد زنگنزن سریهای ۳۱۶، نیکل-آلیاژها، فولاد کربن و…) انتخاب شود.
راهنمای انتخاب آلیاژ مناسب براساس محیط:
| محیط عملیاتی | آلیاژ پیشنهادی | دلیل |
|---|---|---|
| محیط کلرایدی | Inconel 625 | مقاومت عالی در برابر خوردگی کلرایدی |
| بخار داغ | SS 321 | مقاومت در برابر اکسیداسیون دمای بالا |
| گازهای اسیدی | Hastelloy C276 | مقاومت در برابر خوردگی اسیدی |
| هیدروکربنها | SS 316L | مقاومت خوب در دمای متوسط |
| محیط قلیایی | Monel 400 | مقاومت در برابر قلیا |
توجه به شرایط محیط نصب (دما، رطوبت، تابش خورشید، مواد شیمیایی در هوا) نیز ضروری است.
2. طراحی دقیق تکیهگاهها و فضای نصب
قبل از نصب نهایی، مطمئن شوید که انکرها و گایدها با طرح اولیه مطابقت دارد و خرابی یا تغییر موقعیت ندارند. فاصله آزاد بودن جوینت در حالت نصب و کارکرد باید به طور کامل منطبق بر طراحی باشد. از بهکار بردن اکسپنشن جوینت برای اصلاح تراز لولهها خودداری کنید.

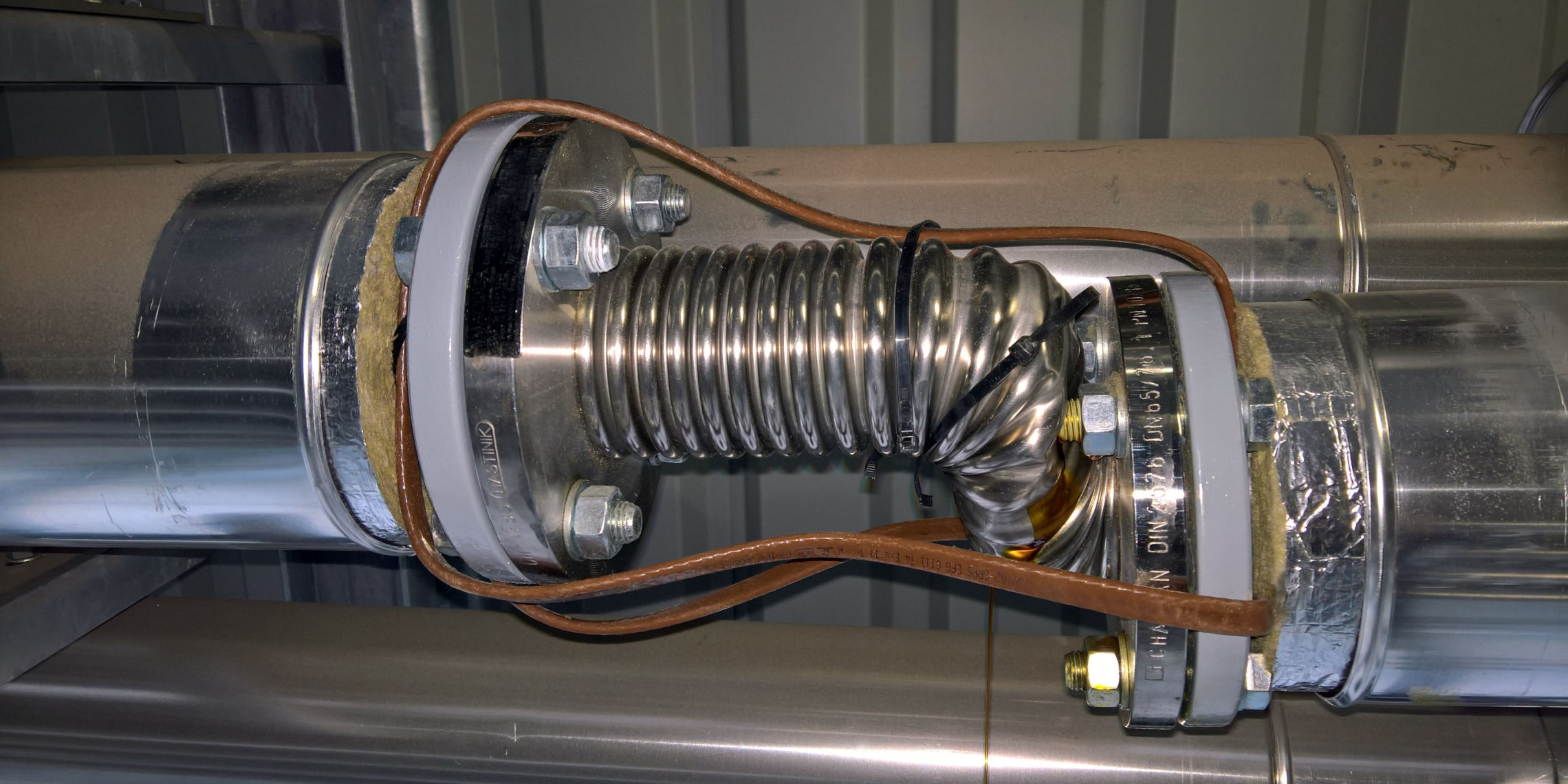
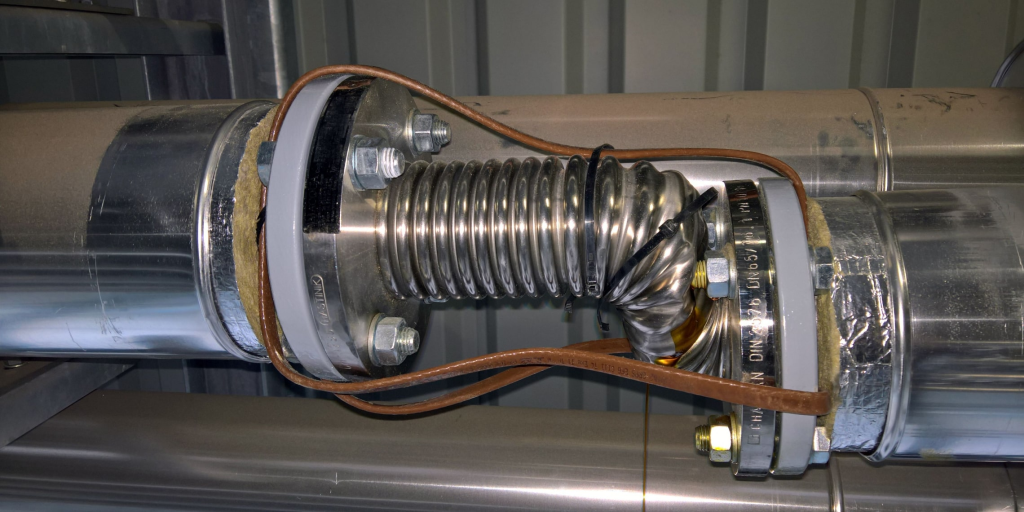
نمونهای از نصب صحیح اکسپنشن جوینت با رعایت فاصله مناسب
3. نصب اصولی و تخصصی
نصب باید توسط تیم مجرب و طبق دستورالعمل سازنده انجام شود. قبل از جوش یا بستن فلنج، سلامت ظاهری بیلوز بررسی و از رسیدن ابزارهای سنگزنی و جوشکاری بدون محافظ مطمئن شوید. از برداشتن تکیهگاهها یا گیرههای نگهدارنده پیش از نصب کامل خودداری کنید.
چکلیست نصب اکسپنشن جوینت فلزی:
- ✅ بررسی ابعاد و مشخصات فنی قطعه با مشخصات فنی سفارش
- ✅ اطمینان از عدم آسیبدیدگی در حمل و نقل
- ✅ بررسی محل نصب از نظر تمیزی و عدم وجود اجسام خارجی
- ✅ نصب در جهت صحیح جریان (در صورت وجود علامت فلش)
- ✅ تراز بودن فلنجهای اتصال
- ✅ رعایت گشتاور مناسب برای سفت کردن پیچها
- ✅ نصب محدودکنندههای حرکت (Limit rods) طبق دستورالعمل
- ✅ اطمینان از رعایت فاصله آزاد اطراف اکسپنشن جوینت
4. تست و بازرسی پس از نصب
پس از تکمیل نصب، موقعیت سرد و گرم جوینت کنترل شود تا مطمئن شویم از حرکات مورد انتظار بیشتر استفاده نمیشود. فشار تست سیستم باید به تدریج افزایش یابد و پارامترهای فشار و دما کنترل گردد.
5. نگهداری دورهای
بررسی منظم اکسپنشن جوینتها در برنامههای تعمیرات پیشگیرانه ضروری است. این بازرسی شامل موارد زیر است:
- کنترل نشتی، خوردگی یا ترک روی بیلوز و فلنجها
- تمیزکاری اطراف اتصالات برای جلوگیری از تجمع زنگ یا رسوب
- بررسی انکرها و گایدها
- ثبت دادههای بازرسی و تغییر شرایط کارکرد
اجرای چنین رویهای موجب افزایش طول عمر مفید اتصالات و کاهش هزینههای تعویض ناگهانی میشود.
راهکارهای تعمیر و تعویض اکسپنشن جوینت فلزی
اگر شکست زودرس رخ داد، ابتدا باید محل دقیق آسیب (مثلاً سوراخ یا ترک در بیلوز) شناسایی شود و پس از آن اقدام به تعمیر یا تعویض کرد.
تعمیر موقت
در بسیاری از موارد، جوشکاری تخصصی بیلوز (معمولاً با روش TIG و استفاده از گاز محافظ) برای پر کردن ترکها بهکار میرود، ولی باید در نظر داشت که این تعمیر همیشه موقتی و در حد رفع اضطراری است.
مراحل تعمیر اضطراری:
1. شناسایی دقیق محل ترک یا نشتی
2. بررسی امکانپذیری تعمیر موقت
3. آمادهسازی سطح (باز کردن سر ترک با فرز یا دریل)
4. جوشکاری تخصصی (TIG با الکترود و گاز مناسب)
5. پرداخت سطح و بازرسی کیفیت
6. تست فشار در حد محدود
نکته مهم: قبل از جوشکاری ترک، سر آن به کمک فرز یا دریل باز و سپس به آرامی جوش داده میشود تا از گسترش ترک جلوگیری شود. پس از جوش، لبههای جوش صیقل داده شده و کنترل کیفیت انجام میشود.
تعویض کامل
در صورت وجود خوردگی وسیع یا تغییر شکل دائمی، بهترین راهکار تعویض کامل اکسپنشن جوینت با یک نمونه جدید و با جنس مناسب است. در مرحله تعویض نیز نصب دقیق و تنظیم اولیه بایستی مطابق استانداردها صورت گیرد.
راهکارهای پیشرفته
- پوششهای محافظ: استفاده از پوششهای ضدخوردگی داخلی (لایروانی) یا خارجی برای مقاومسازی اضافی
- سیستمهای مانیتورینگ: نصب حسگرهای فشار یا کرنش در سیستمهای حساس برای پایش وضعیت
- عایقبندی حرارتی: استفاده از عایق حرارتی ژاکتی مناسب برای حفاظت بیشتر
- تغییر طراحی: بازنگری در طراحی سیستم برای کاهش بارهای وارده به اکسپنشن جوینت
نقش شرکت کلورز آریانا در ارائه راهکارهای مطمئن
شرکت دانشبنیان کلورز آریانا با بیش از دو دهه سابقه در طراحی، تولید و تأمین اکسپنشن جوینتهای فلزی و انعطافپذیر، از تأمینکنندگان معتبر در صنایع نفت، گاز، پتروشیمی، نیروگاهی و فولاد کشور محسوب میشود.
خدمات تخصصی کلورز آریانا
- طراحی اختصاصی: براساس مشخصات دقیق پروژه و شرایط عملیاتی
- تولید انواع اکسپنشن جوینت: فلزی، پارچهای، لاستیکی و فنری مطابق با استانداردهای بینالمللی
- کنترل کیفیت: با آزمایشگاههای مجهز و مطابق استانداردهای جهانی
- مشاوره فنی: در انتخاب نوع، جنس و مشخصات مناسب برای هر کاربرد
- نظارت بر نصب: ارائه خدمات نظارتی در زمان نصب برای اطمینان از اجرای صحیح
- پشتیبانی پس از فروش: ارائه خدمات بازرسی دورهای و تعمیرات
کلورز آریانا با بهرهگیری از تجربه صنعتگران و انجام پروژههای موفق، توانسته است در پروژههای بزرگی همچون واحدهای بخار نیروگاهی و پالایشگاههای کشور، عملکرد قابلاعتماد این اتصالات را به اثبات برساند.
تمایز کلورز آریانا در صنعت
- دانش فنی بومی: بهرهگیری از متخصصان داخلی برای طراحی و تولید
- همکاری با برندهای معتبر جهانی: تبادل دانش فنی با شرکتهای پیشرو
- پوشش کامل نیازهای صنعتی: از طراحی و تولید تا نصب و خدمات پس از فروش
- تولید مطابق استانداردهای بینالمللی: رعایت دقیق الزامات استانداردهای صنعتی
- پشتیبانی فنی 24/7: ارائه خدمات پشتیبانی در تمام ساعات
منابع و مقالات مرتبط
برای کسب اطلاعات بیشتر و مطالب تکمیلی، میتوانید مقالات مرتبط در وبسایت کلورز آریانا را مطالعه کنید، از جمله:
- اتصالات انبساطی لاستیکی
- اتصالات انبساطی پارچهای
- خوردگی فلزات: راهنمای جامع
- پوشش ضدخوردگی: معرفی جدیدترین تکنولوژیها
- نکات طلایی نصب و نگهداری اکسپنشن جوینتها
در پایان، توصیه میشود جهت کسب اطلاعات بیشتر درباره محصولات اکسپنشن جوینت کلورز آریانا و دریافت مشاوره فنی رایگان، از طریق وبسایت رسمی شرکت و بخش تماس با ما اقدام نمایید. کارشناسان ما آماده ارائه راهنماییهای تخصصی در طراحی، انتخاب و نگهداری اتصالات انبساطی فلزی و سایر تجهیزات صنعتی هستند.
منابع:
1. “Metal Expansion Joints Design & Selection Guide”, US Bellows Technical Publication, 2023
2. “Common Failure Modes in Metal Expansion Joints”, LinkedIn Technical Article by Nader Zare, 2022
3. “Typical Causes of Metal Expansion Joints Failure”, SACOME Technical Bulletin, 2021
4. “Insider Secrets To Expansion Joint Repair”, Oakridge Bellows Technical Guide, 2023
5. “Rubber vs. Metal Expansion Joints: A Comparative Analysis”, Gallagher Seals Technical Publication, 2022
6. “Thermal Expansion in Industrial Piping Systems”, ASME Journal of Pressure Vessel Technology, Vol. 143, 2021